線")

 中文網(wǎng)站
中文網(wǎng)站 英文網(wǎng)站
英文網(wǎng)站 OA 入口
OA 入口




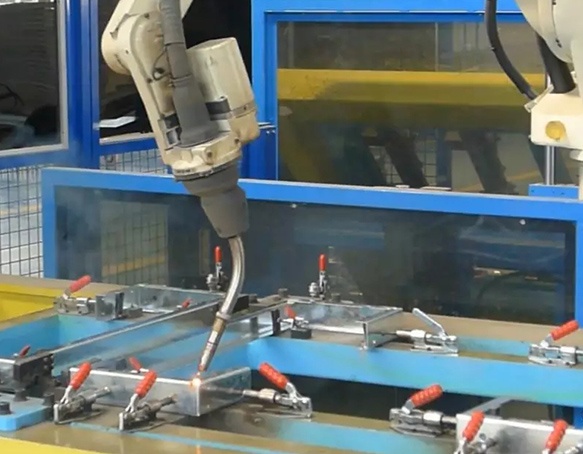
產(chǎn)品簡介:
制冷設備冷鏈焊接機器人工作站,,為單機雙工位H型布局機器人焊接系統(tǒng),。采用先進的視覺傳感技術(shù),、電弧傳感技術(shù),、坐標轉(zhuǎn)換技術(shù)和動態(tài)補償技術(shù),可以高效率焊接標準節(jié),,實現(xiàn)了管管焊接,、管板焊接、平焊,、立焊等技術(shù)難度較高的焊接工藝,。節(jié)拍時間縮短,,控制柜小型化,適應制冷行業(yè)更加智能化,、柔性化,、多品種、小批量的生產(chǎn)要求,。充分利用機器人使用率,、明顯提高焊接質(zhì)量和焊接效率。產(chǎn)品參數(shù):
組對情況:三件上料,,依據(jù)工裝組對組對后焊縫間隙:≤1mm
焊縫位置精度:≤1mm
機器人臂展:2008mm
重復定位精度:±0.08mm
應用領(lǐng)域:
制冷設備冷鏈焊接機器人工作站主要應用于客車空調(diào),、冷藏車機組、商業(yè)陳列柜等領(lǐng)域的自動化焊接,。除此之外,,此類型工作站廣泛應用于焊接自行車配件、電動車配件,、護欄,、農(nóng)機、工程機械,,家具配件,、汽車零配件、汽車座椅,、運動器械,、醫(yī)療器械、五金機電等五金制造領(lǐng)域的焊接任務,。產(chǎn)品亮點:
1,、操作簡單,具有有好的人機界面,,中文顯示,,工人技術(shù)培訓簡單,擺脫了焊工水平的影響,。焊接接頭形貌規(guī)則,、平整,焊后直接使用,,無需進一步加工,。2、采用視覺,、電弧傳感技術(shù),,明顯提高了弧焊機器人的加工柔性和自適應能力,解決多種復雜鋼結(jié)構(gòu)的冷鏈焊接問題,實現(xiàn)焊接參數(shù)的在線調(diào)整和焊縫質(zhì)量的實時控制,。
3,、采用雙工位布局,可以有效的防止在工件拆卸時機器人的空置時間,,效率較之前提高了3倍,。工件焊縫均勻,產(chǎn)品補焊率低,,產(chǎn)品質(zhì)量整體提升,。
4、該焊接單元配置簡單,,布局靈活,,通過變位機的翻轉(zhuǎn)及機器人自身槍姿的變化可以使無論是直線、圓弧及其余復雜焊縫都能較好的保證焊槍的可達性及焊槍的狀態(tài),。
5,、良好的售后服務,產(chǎn)品部件盡可能標準化和模塊化,,同時隨時進行網(wǎng)絡技術(shù)指導和現(xiàn)場技術(shù)服務,。
產(chǎn)品構(gòu)成:
本套制冷設備冷鏈焊接機器人工作站是由日本OTC弧焊機器人FD-B4L、焊接電源配置DP400,、送絲機,、送絲機支架、焊絲盤支架,、焊絲盤防護罩,、送絲管、單軸頭尾式非聯(lián)動伺服變位機,、專用工裝夾具,、OTC機器人專用防碰撞焊槍、焊槍夾持器,、防碰撞傳感器,、機器人安裝座、清槍剪絲機構(gòu),、弧光防護屏,、公共大底座、外部控制系統(tǒng)等組成的單機雙工位機器人焊接系統(tǒng),。關(guān)鍵技術(shù):
1,、智能空間坐標系與智能視覺坐標系轉(zhuǎn)換與標校技術(shù)本項目通過換算CAD圖形某特征點的坐標與焊機坐標,獲得精確的焊槍坐標,,保證在框架結(jié)構(gòu)焊接過程中,,焊槍處于精確地位置和正確的姿態(tài)。
2,、實時運動軌跡動態(tài)補償算法
本項目通過采用自有的動態(tài)動作軌跡補償算法,,可以對由于電機、減速機的運動產(chǎn)生的誤差予以補償和調(diào)整,,通過控制軟件調(diào)整補償硬件的精度,,降低了對硬件(國外高精度電機、減速機)的設計要求和依賴性,,大大降低了成本,。
技術(shù)參數(shù):
|
序號 |
項目 |
參數(shù) |
單位 |
|
1 |
機器人軸數(shù) |
6 |
軸 |
|
2 |
機器人臂展 |
2008 |
mm |
|
3 |
焊絲伸出長度 |
10-12 |
mm |
|
4 |
焊絲直徑 |
0.8實芯焊絲(盤裝焊絲/桶裝焊絲) |
φ |
|
5 |
前序工件精度 |
誤差±0.5 |
mm |
|
6 |
焊接方法 |
氣體保護電弧焊接Ar(80%)+CO2(20%) |
|
|
7 |
焊接姿勢 |
水平焊縫、角焊縫,、立焊縫 |
|
95%的人還看了:
焊接機器人工作站價格表
