線")

 中文網(wǎng)站
中文網(wǎng)站 英文網(wǎng)站
英文網(wǎng)站 OA 入口
OA 入口




一、布局平面圖
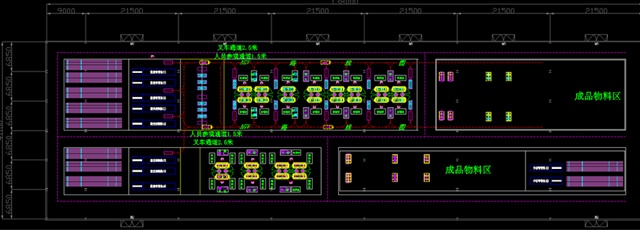
二,、應(yīng)用范圍
隨著焊接功能進(jìn)一步擴(kuò)展,,將廣泛應(yīng)用于各類型養(yǎng)殖設(shè)備的焊接。另外此生產(chǎn)線經(jīng)過部分設(shè)備及工序的變換,,可應(yīng)用于汽車焊接(汽車零配件行業(yè)的后懸梁上臂,、下橫臂、左/右擺臂,、前/后副車架,、減震器支架),電力設(shè)施焊接,、三輪車車架,、半廂板焊接、壓力容器焊接,、醫(yī)療器械焊接,、畜牧設(shè)備焊接等。
線體主要參數(shù)
機(jī)器人自由度:6
前序工件精度:誤差±0.5mm
驅(qū)動方式:AC伺服方式
重復(fù)定位精度:±0.1mm
三,、產(chǎn)品優(yōu)勢
①,、整線自動化控制設(shè)備利用率高,柔性強(qiáng)
控制系統(tǒng)分為總控制系統(tǒng),、設(shè)備分控制系統(tǒng),、AGV控制系統(tǒng),整線統(tǒng)一控制,,生產(chǎn)工位,、生產(chǎn)產(chǎn)品種類可隨意組合,靈活多變,。大幅提高了生產(chǎn)線效率,。

采用自動下料系統(tǒng),,可實現(xiàn)鋼管(鋼筋)下料、自動彎管,、鋼管弧口自動下料等,。定制工裝夾具,以機(jī)械裝置代替了手工裝配零部件,,準(zhǔn)確,、可靠的定位和夾緊,工件始終處于最佳的施焊部位,,有效的防止和減輕了焊接變形,,焊縫成型性良好,。

③、適應(yīng)多品種,、大批量的生產(chǎn)要求
柔性自動化焊接系統(tǒng)采用雙工位雙機(jī)器人,,實現(xiàn)焊接全自動化。機(jī)器人利用效率高,,工人勞動強(qiáng)度低,,焊接品質(zhì)好,產(chǎn)品的不良率低,,其整體生產(chǎn)效率是人工的4-5倍,。
④、信息化管理程度高,,生產(chǎn)活動反饋及時,、高效
線體控制和可視化管理系統(tǒng)聯(lián)接,讓所有員工隨時了解生產(chǎn)狀態(tài),,生產(chǎn)管理看板充分體現(xiàn)精益生產(chǎn),,高效管理,采用電子化的方法,,版面靈活多變,,內(nèi)容隨時可以更改,充分適用于各行各業(yè)生產(chǎn)管理,。

車間物流系統(tǒng)采用AGV運輸,,系統(tǒng)整體控制物料配送及時合理,、AGV小車智能防撞系統(tǒng)安合可靠。減少備料,、裝配及其他輔助的工作站環(huán)節(jié)。
生產(chǎn)線設(shè)備主動安全防護(hù),,焊房全封閉式焊接,煙塵凈化系統(tǒng)可做到無煙車間,,減少煙塵,、弧光對人體的傷害。二氧化碳集中供應(yīng)可省掉大量人工工時,,比瓶裝氣體省氣量約為20%,。

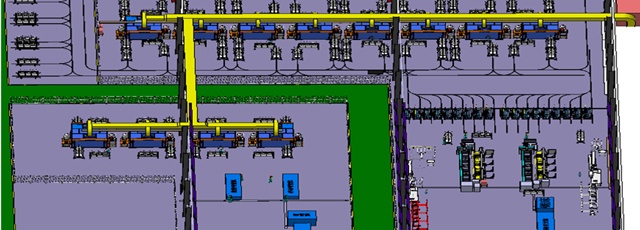
四、產(chǎn)品結(jié)構(gòu)(圖)
該項目運用24臺工業(yè)焊接機(jī)器人,、12套工作站,、2臺全自動激光切割機(jī),、2臺全自動沖弧口機(jī)、3臺自動切管機(jī),、4套智能AGV小車物流搬運系統(tǒng),、5臺自動彎管機(jī)、抽煙除塵系統(tǒng),、雙氣路集中供氣系統(tǒng),、可視化管理系統(tǒng)及中樞集中控制系統(tǒng)。
五,、工作流程
將原材料由門型起重機(jī)或輔助吊具轉(zhuǎn)移到切管區(qū)在自動切管機(jī)進(jìn)行自動切管作業(yè)切管完成后部分管子在彎折區(qū)進(jìn)行彎管將所有處理好的原材料放置在料車存放工位然后通過AGV物流車放置于待焊工位人工上料碼放定位機(jī)構(gòu)自動壓緊,,焊接流程開始工作焊接完成后有AGV物流車將完成工件運送到焊接成品區(qū)域,重復(fù)進(jìn)行上述流程,。
六,、關(guān)鍵技術(shù)應(yīng)用
激光雙視覺焊縫坐標(biāo)傳感模式及焊縫質(zhì)量在線實時評價系統(tǒng)——本產(chǎn)品采用雙視覺跟蹤,精度高,,可用于厚壁焊縫的多道焊接,,弧長可根據(jù)實際情況進(jìn)行及時調(diào)節(jié)。
電弧傳感器技術(shù)——從焊接電弧的前后兩端直接提取焊縫位置信號,,實時性好,,焊槍運動的靈活性和可達(dá)性好,尤其符合本項目的焊接過程高精度,、高智能化,、全自動化的要求。
焊縫跟蹤技術(shù)——根據(jù)焊接條件的變化要求焊接機(jī)器人能夠?qū)崟r檢測出焊縫的偏差,,并調(diào)整焊接路徑和焊接參數(shù),,保證焊接質(zhì)量的可靠性。
設(shè)計坐標(biāo)系與焊機(jī)坐標(biāo)系的轉(zhuǎn)換技術(shù)——通過換算CAD圖形某特征點的坐標(biāo)與焊機(jī)坐標(biāo),,獲得精確的焊槍坐標(biāo),,保證在框架結(jié)構(gòu)焊接過程中,焊槍處于精確地位置和正確的姿態(tài),。
動態(tài)動作軌跡補償算法——本項目通過采用自有的動態(tài)動作軌跡補償算法,,可以對由于電機(jī)、減速機(jī)的運動產(chǎn)生的誤差予以補償和調(diào)整,。通過控制軟件調(diào)整補償硬件的精度,,降低了對硬件(國外高精度電機(jī)、減速機(jī))的設(shè)計要求和依賴性,,大大降低了成本,。
智能空間坐標(biāo)系與智能視覺坐標(biāo)系轉(zhuǎn)換與標(biāo)校技術(shù)——實現(xiàn)焊機(jī)坐標(biāo)系在若干三維位置處的標(biāo)校測量,并以此為基礎(chǔ),,實現(xiàn)焊機(jī)坐標(biāo)系與智能視覺系統(tǒng)的坐標(biāo)系統(tǒng)的最小二乘轉(zhuǎn)換,。
相關(guān)推薦
機(jī)加工類物流轉(zhuǎn)運自動化生產(chǎn)線
軍工智能焊接柔性化生產(chǎn)線
畜牧設(shè)備柔性自動化生產(chǎn)線
半掛車懸掛部件焊接自動化生產(chǎn)線升級
汽車側(cè)圍自動化生產(chǎn)線
重卡焊裝自動化生產(chǎn)線
自動化生產(chǎn)線案例:
科慧科技簽約安陽宏源精工,,打造自動化生產(chǎn)線精品實例
科慧科技與森松集團(tuán)(中國)完成自動化生產(chǎn)線簽約
科慧科技簽約多氟多,再上智能制造新臺階,!
鄭州智能制造和工業(yè)互聯(lián)網(wǎng)大會:科慧科技簽約鄭煤機(jī)
科慧智能制造精品案例:通用機(jī)械行業(yè)自動化升級

