齒條
齒條是機械工業(yè)中的基礎(chǔ)部件,,也是不可缺少的重要部件,,廣泛應(yīng)用在機床、電力系統(tǒng),、冶金機械,、農(nóng)業(yè)機械和運輸機械等工業(yè)設(shè)備中,。接下來科慧科技小編一例齒條自動化生產(chǎn)線改造方案,。
在裝備制造智能化發(fā)展的趨勢下,,我國某齒條生產(chǎn)企業(yè)齒條生產(chǎn)設(shè)備只在少數(shù)的幾個工序?qū)崿F(xiàn)自動化,多數(shù)工序需人工輔助,,部分工序仍完全人工操作,齒條各加工設(shè)備相互孤立,,工序間轉(zhuǎn)運由人工手持搬運,。由于齒條生產(chǎn)工序多,轉(zhuǎn)運頻率高,,造成工人勞動強度大,。同時,操作車間噪音大,,有損工人身體健康,。更嚴(yán)重的問題是,此生產(chǎn)現(xiàn)狀下,,齒條生產(chǎn)效率低,,產(chǎn)能難以突破,經(jīng)濟效益差,,制約企業(yè)發(fā)展,。
工程師深入該企業(yè)生產(chǎn)車間,詳細(xì)調(diào)研了解齒條生產(chǎn)的工藝過程,、人員參與情況,,憑借豐富的自動化設(shè)備研制與改造經(jīng)驗,在不改變齒條生產(chǎn)原工序順序的情況上,,對齒條孤立加工設(shè)備進行改造提升與無縫隙聯(lián)動,,形成整線。
改造前工序
齒輪從粗加工坯料到成品需要經(jīng)過立加,、粗磨外圓,、粗滾齒、熱處理,、校直,、精磨外圓,、精滾齒、探傷,、退磁,、清洗、壓軸承,、鉚壓擋圈工序,。其中立加、粗磨,、校直工件水平放置夾具上,,粗滾齒、熱處理工件豎直放置夾具上,,校直之前與校直之后的工序分別由兩類操作工人輔助操作完成,,其中的探傷工序完全需要人工查看裂紋。
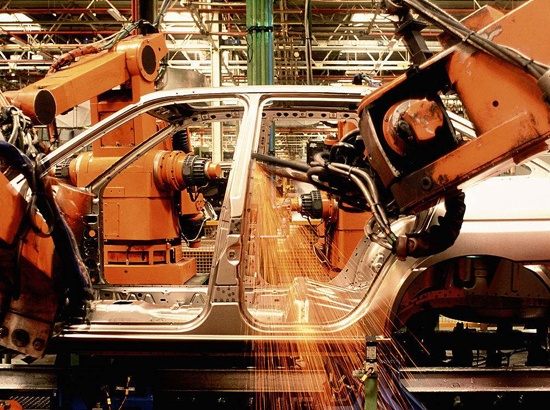
車間生產(chǎn)圖
改造后的自動生產(chǎn)線
自動生產(chǎn)線由:步進上料機,、切換緩存工裝,、移動機械手、機械手運行軌道,、視覺檢驗系統(tǒng),、供電系統(tǒng)、安全防護系統(tǒng),、控制系統(tǒng)等組成,,實現(xiàn)原料自動轉(zhuǎn)運、上線,、加工工位轉(zhuǎn)換,、下線、成品轉(zhuǎn)運入庫等功能,。
線方案總圖")
齒條生產(chǎn)線方案總圖
主要結(jié)構(gòu)運行流程介紹
步進上料機運行狀態(tài)
步進上料機緩存?zhèn)}上料——步進上料機啟動——(步進輸送機構(gòu)——運行 ——物料檢查——下料)循環(huán)運行——停止——關(guān)機
切換緩存工裝運行狀態(tài)
切換緩存工裝啟動——((上料——物料檢查)上料完畢——(下料——物料檢查)下料完畢——定位裝置打開——旋轉(zhuǎn)切換——定位裝置關(guān)閉)循環(huán)運行—— 關(guān)機
控制系統(tǒng)介紹
控制系統(tǒng)采用DCS控制系統(tǒng),,由轉(zhuǎn)運控制、工位轉(zhuǎn)換控制,、緩存存取料檢測控制,、視覺檢驗控制、分選控制等控制部分組成,??刂葡到y(tǒng)考慮到設(shè)備的運行可靠性、升級需要,,PLC部分輸入輸出點預(yù)留15%富余量,。
改造的齒條自動生產(chǎn)線具備結(jié)構(gòu)精簡、操作簡易、規(guī)格更換簡單,、維護成本低,、主體機構(gòu)具備兼容互換性,能適應(yīng)多規(guī)格,、生產(chǎn)效率高的優(yōu)勢,,班產(chǎn)由原來的400個/8h提升到650個/8h,解放人工,,提高生產(chǎn)效率,,幫助客戶成功解決問題。
更多自動化生產(chǎn)線知識請點擊→ 自動化生產(chǎn)線

圖")


線")

 中文網(wǎng)站
中文網(wǎng)站 英文網(wǎng)站
英文網(wǎng)站 OA 入口
OA 入口